A kábel telepítésekor a megbízható elektromos érintkezés nem olyan egyszerű, mint amilyennek látszik. Ez különösen igaz az alumínium huzalokra: a fém fizikai tulajdonságai miatt problémák merülhetnek fel azok összekapcsolásakor.
Az alumínium vezetékek jellemzői
A PUE szabályai szerint tilos alumínium vezetőket használni lakóhelyiségekben történő telepítés során.
Az alumínium huzal olcsó megoldás, amelynek nagyságrenddel alacsonyabb az ára a rézhez képest. Nem korrodálódik, mivel azonnal vastag oxid filmmel borítja. Alacsony fajsúlya van.
A fő hátrány az alumínium alacsony elektromos vezetőképessége. 37,9 μS × m, ami majdnem kétszer rosszabb, mint a rézé, amelynek 59,5 μS × m. A vezető alacsony rugalmassága lehetetlenné teszi a telepítést olyan helyeken, ahol ismételt mechanikai igénybevételnek van kitéve.
Négyféle huzalcsatlakozás létezik: préselés, préselés, hegesztés, forrasztás. A krimpelő hüvelyek és a sorkapcsok könnyű és gyors kábeltelepítést tesznek lehetővé olyan helyeken, ahol nincs szükség nagy mechanikai ellenállásra. A forrasztás és a hegesztés biztosítja a legtartósabb és legmegbízhatóbb kapcsolatot, de ehhez ügyességre és speciális eszközök használatára van szükség.
Préselési módszer
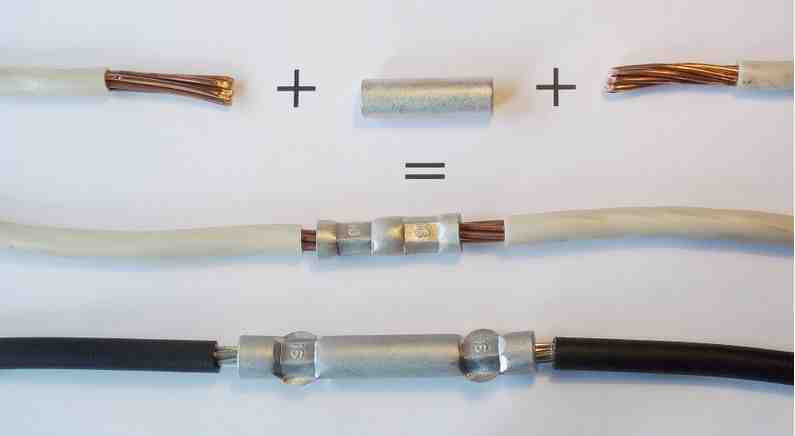
A préselést egy speciális hüvely segítségével hajtják végre, amelybe az ereket behelyezik, majd egy speciális eszközzel - egy krimpelővel - összeszorítják. Az ujjak átmérője, hossza és kivitelezési anyaga különbözik egymástól. A kábel telepítésekor csak alumínium vagy sárgaréz hüvelyeket használjon. Sárgaréz elemek segítségével mind az alumínium az alumíniumhoz, mind a réz az alumínium huzalokhoz csatlakoztatható.
Alumínium vezetők csatlakoztatásakor nem szabad réztartalmú hüvelyeket használni. Ez a két fém galvánpárt képez, ami az alumínium felgyorsult pusztulásához vezet.
Különböző keresztmetszetű vezetők csatlakoztatásához speciális hüvelyeket használnak, különböző átmérőjű bemeneti furatokkal.
A hüvely átmérőjének helyes megválasztása megvédi a láncrészt a túlmelegedéstől. Nagyobb átmérő kicsi érintkezési tapaszt és ellenállás növekedést eredményez. Ha a hüvely keresztmetszete kisebb, csökkenteni kell a magok keresztmetszetét, ami szintén negatívan befolyásolja a vezető tulajdonságokat.
Tömörítési módszer

Ha a kábelt elosztódobozba vezetik, a szomszédos vezetők véletlen érintkezése nagyon nem kívánatos. Erre a célra sorkapcsokat használnak.
A kapocs egy szigetelt hüvely, amelybe a vezetékeket beillesztik. Belül csavarral vagy rugóval rögzítik.
Ha sodrott huzalt szándékoznak telepíteni, a terminálba történő beépítés előtt egy speciális hüvelypel kell krimpelni, amely javítja az érintkezést és csökkenti a becsípés valószínűségét.
Csavaros csatlakozású kapcsok használatával egyértelműen ellenőrizni kell a szorítóerőt, hogy elkerülhető legyen a mag csavarral történő elvágása és annak későbbi tönkremenetele. A Wago sorkapcsoktól hiányzik ez a hátrány. Bennük a mag rögzítő mechanizmusa egy sárgaréz lemez és egy rugó. A réz használata a kompozícióban lehetővé teszi a különböző fémből készült kábelek biztonságos csatlakoztatását.
Hegesztési módszer

A hegesztés biztosítja a legjobb elektromos érintkezést. A kapott kapcsolat homogenitása miatt nincs probléma az áramkör szakaszának megnövekedett ellenállásával.
Hegesztőgépet legfeljebb 1 kW kimenő teljesítménnyel és 14-20 V tartományban állítható feszültséggel használnak.A hegesztés akkor tekinthető sikeresnek, ha egy csepp képződik a sodrás végén, amelynek átmérője megközelítőleg megegyezik a sodrással.
A végén hegesztéskor a szálakat szénvezetővel hajtják végre. Az expozíciós idő nem haladhatja meg a 2 másodpercet.
Van lehetőség a huzalok gázhegesztésére. Inert gáz atmoszférában megszűnik egy oxid film kialakulása, ami nagyban megkönnyíti a folyamatot, de speciális ismeretekre és felszerelésre van szükség.
Forrasztási módszer

A felület ónozása előtt távolítsa el az oxid fóliát. Ez történhet mechanikus művelettel, például csiszolópapírral vagy fém sörtés kefével, vagy egy speciális vegyszer - fluxus segítségével. Ez egy fehér por, amely vízben oldódik, majd ezt követően az ónozott vénák végére viszik fel.
Az alumínium levegőben történő oxidációja másodpercek alatt megtörténik, így az oxidok eltávolítása önmagában mechanikai művelettel nem lesz lehetséges. Javasoljuk a fluxus és a felület tisztításának kombinálását.
Két mag forrasztása esetén elegendő egy 60 W-os forrasztópáka. Nagy keresztmetszetű vezetékeknél és sodrott fordulatok forrasztásakor 150 W vagy annál nagyobb teljesítményű forrasztópáka szükséges.
A forrasztásban lévő ónnak legalább 50% -nak kell lennie. Forrasztást vehet 60-90% -os tartalommal.
Alumínium forrasztása lépésenként:
- Zsírtalanítsa a felületet. Benzin, alkohol megteszi. Ez elvékonyítja az oxidfilmet.
- Rögzítse a vezetékeket a kívánt helyzetben.
- Alkalmazza a fluxust. Győződjön meg arról, hogy a kábelek csatlakozásába van-e akadva.
- Bemelegítse a csavart forrasztópáka vagy gázfáklya segítségével. Ez utóbbi esetben óvatosnak kell lennie, mivel a fém gyorsan felmelegszik és megolvadhat.
- Tinker a kereszteződést. Óvatosan darálja meg a forrasztópáka forrasztópáka segítségével, amíg egyenletes fényes film nem jelenik meg.
A megfelelően kezelt felület jellegzetes fémes fényt kap. A megereszkedett és nem ónozott területek megjelenése nem megengedett.
Az ónforrasz korróziónak van kitéve, ezért a kész kötést lakkal kezelik.
A huzalok meghosszabbításakor, ha nehéz körülmények között történő működés várható, a forrasztott vagy hegesztett kötés mutatkozik meg legjobban. A mindennapi életben olyan kábelek esetében, amelyek nincsenek kitéve mechanikai igénybevételnek, a hüvelyes krimpelés meglehetősen megfelelő.







